
Direct Contact Water Heaters
Applications
- Laundries
- Industrial Processes
- Food Processing
- Concrete Redi-mix Plants
Also see Water Heating
Overview
Direct contact water heaters claim near 100% efficiency as they squeeze nearly every BTU out of the combustion process, including the latent heat of vaporization. The flue gasses are passed directly through the water being heated, and even the water vapor in the combustion air is condensed. These units have been around since the early 1980’s, but there are still only a handful of manufacturers. Although some units now carry potable ratings, they were slow to be accepted in most potable water (human consumption) applications.
Direct contact water heaters are available in a wide range of sizes, from about 500,000 BTUs to several million BTUs. They have powered gas burners which requires elevated gas pressure (0.5 to 2 psi) to operate. See the Manufacturer’s info below for more information about their units.
Manufacturers
 Kemco Systems
Kemco Systems
11500 47th Street, North
Clearwater, Florida 33762
Telephone: 800-633-7055
www.kemcosystems.com/index.html
Kemco Operation
The Thermefficient-100 (TE-100) is a tube-free unit that utilizes a submerged flame, jet-type heater. Its unique internal design has resulted in 100-percent efficiencies not possible with conventional units. Each TE-100 direct fired, natural gas water heating system is designed for a specific flow rate range and water temperature rise. Although the inlet water to the unit is under pressure, the system operates at atmospheric pressure. The water passes through the heat transfer zone where it comes into direct contact with the combustion products from the jet-type burner. This design reduces the temperature of the exhaust gases to less than or equal to ambient temperatures, thereby eliminating stack losses. The heated water collects at the bottom of the tank, and then is pumped where needed. When hydrocarbons are burned, one of the products of combustion is water vapor. The TE-100 recaptures this latent heat of vaporization which can represent as much as 13 percent of the total heat.
Conventional units produce combustion efficiencies of about 80 percent. But actual boiler operating efficiency would be in the 60 to 75 percent range when allowances are made for boiler blow-down losses, flash steam losses, and ambient heat losses. The elimination of these losses contributes to the high efficiency of the Thermefficient-100. Kemco offers units designed to operate within stringent EPA guidelines. Kemco’s Low NOx design employs burners which operate at less than 5 ppm concentration of NO2.
Kemco has been in business since 1969, and holds the original patent on the Direct Contact Water Heater which was introduced to the market in 1978.
Water Quality
Water tests were conducted to ascertain the results of heating water with Kemco’s direct contact water heaters. These tests were designed to determine if the heating process in any way changed the quality of the city water after contact with air and combustion gases produced during water heating.
The tests were conducted by an independent testing organization – Sanders Laboratories in Nokomis, FL. Sanders Laboratories is a certified organization, approved for testing of drinking water and a full range of environmental analysis. EPA sampling methods and protocols were followed for sampling and analysis.
The results of the tests show that the water discharged from the Kemco heater fully meets Drinking Water Standards for potability. All compounds were within the EPA limits, including VOC’s, trihalomethanes, pH etc.
There were no dissolved gases (methane, propane etc) detected in the water. Complete water analysis is available; feel free to contact us…
NSF Certification
Kemco has two NSF, International certifications covering Direct Contact Water Heaters from 750,000 to 32,500,000 BTUs/Hr. The first, ‘Standard .05 Certification for Food Plants’, recognizes that the TE-100 direct contact water heater poses no toxicological concern, and was acceptable for use as a water heater supplying potable water.
Recently, NSF established a new, more restrictive, sanitation standard for Meat & Poultry plants, called NSF/ANSI/3-A 141159-1 standard. This standard follows the very strict and complex Dairy 3-A sanitation standards. Other than an external wash-down provision, Kemco was approved under this new standard in mid-2002. (ie: The Kemco unit must be located in an area isolated from the production area, but exceeds all other requirements.)
Source: Bernie Weintraub, Kemco, 7/2002
QuikWater
A Division of Webco Industries, Inc.
P.O. Box 100
9101 West 21st. St.
Sand Springs, OK 74063
Telephone: 918-241-8880
QuikWater Operation
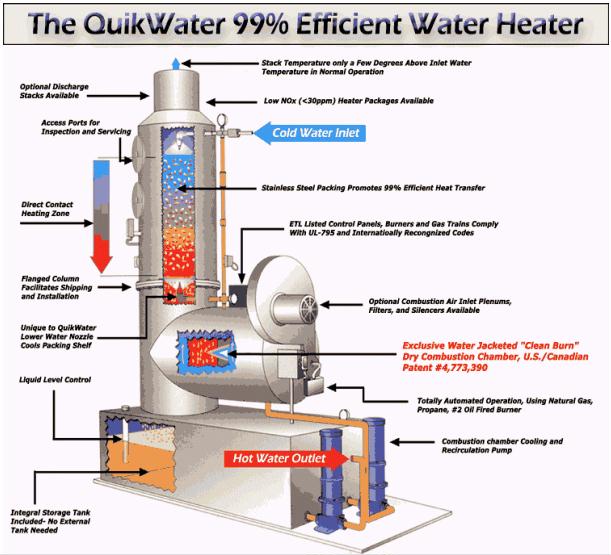
QuikWater’s direct contact water heaters have proven time and again to be the most energy efficient and environmentally compliant way to heat water for industrial and commercial applications. Incoming water flows downward through a vertical column filled with stainless steel packing rings. As cold water comes into direct contact with rising hot combustion air from a gas burner, a very rapid heat transfer occurs, absorbing 99% of the heat energy into the water. Pure, heated water then accumulates in the storage tank for “On Demand” use, and clean CO2 and H20 combustion gas leaves the stack at near ambient temperature.
QuikWater’s exclusive combustion design offers unequaled energy efficiencies, and has proven itself to be environmentally safe and extremely dependable at continuous high peak performance, while requiring minimal maintenance. The entire heat transfer process takes place at atmospheric pressure, removing the safety risks associated with standard pressurized systems. The patented water-jacketed combustion chamber provides an isolated “dry” atmosphere allowing complete combustion, unlike other models whose burner flames are positioned directly in the falling water. This technology assures total combustion without any water impinging directly on the flame, allowing the highest fuel efficiency without any water contamination.
 Water Quality
Water Quality
In addition to our standard models, QuikWater is the first Direct Contact Water Heater manufacturer to offer a complete line NSF International certified heaters. Certified QuikWater heaters meet the stringent requirements of NSF International (formally known as the National Sanitation Foundation) Standard 5 under the Food Equipment Program. QuikWater is also distinguished by being the largest capacity heater certified under the Food Equipment Program.
NSF is the most frequently accepted approval authority for food industry equipment. Use of NSF Standard 5 certified QuikWater heaters in your system assures compliance with the stringent equipment standards of the food processing industry.
You may see claims that certain heaters are USDA/FDA approved. The fact is, neither the USDA nor the FDA certifies water heaters for use in the food industry. Only certification to NSF International Standard 5 offers peace of mind that the equipment is suitable for use in the heavily scrutinized and increasingly regulated food processing industry.
SOFAME
500, Alphonse D. Roy
Montreal, Quebec, Canada H1W 3Y8
Telephone : 514-523-6545
SOFAME Operation
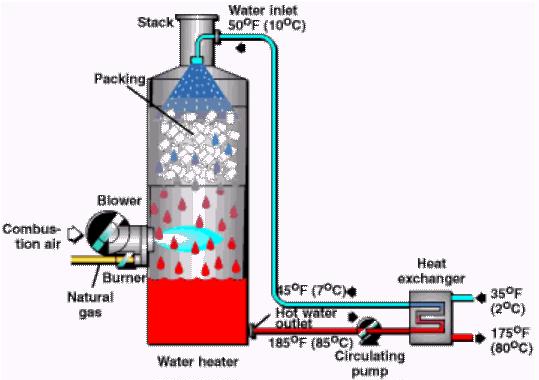
The Percomax is a high-efficiency water heater which reduces energy losses by as much as 40 percent compared to conventional systems. Sofame guarantees the exhaust temperature of the flue gases will not exceed 10¡F above the temperature of the incoming water. The resultant fuel efficiency is close to 100 percent.
Water Quality
Illustration above from SOFAME web site shows the use of a heat exchanger to eliminate all issues regarding water quality.
 Armstrong International, Inc.
Armstrong International, Inc.
816 Maple Street
Three Rivers, MI 49093
Telephone: 269-273-1415
www.armstronginternational.com
Armstrong’s Flo-Direct® direct contact gas-fired water heaters are high-efficiency, compact, all-stainless steel units that are simple in design and operation. They are suitable for a wide variety of hot-water applications. With capacities from 1 million to as high as 25 million Btu per hour, these units can offer fuel savings of 15% to 40% over conventional means of heating water.
The Flo-Direct’s small footprint saves space, and it has 99.7% or greater heat-transfer efficiency. It also boasts simple installation, operation and maintenance. What’s more, it has the ability to operate with poor water quality. Typical applications for the Flo-Direct include laundries, batch food processors, wash-down areas, parts washers, dying operations, gang showers, concrete plants and boiler makeup water.
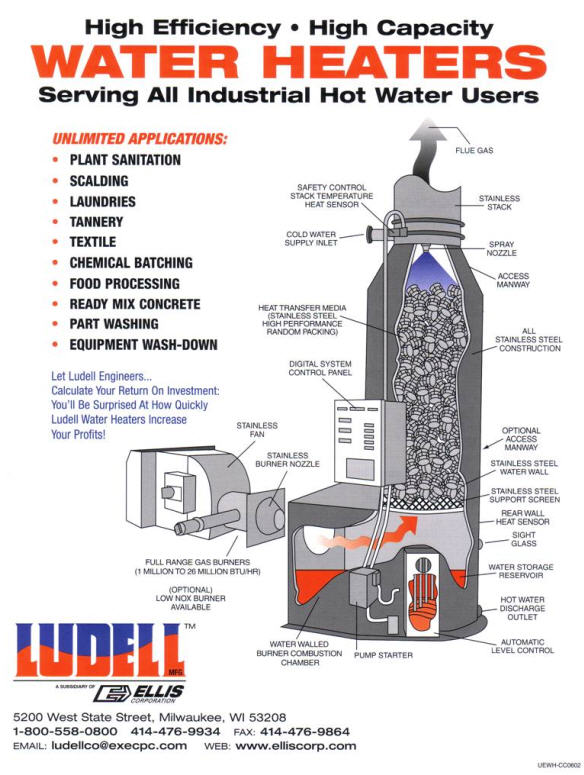
Ludell Manufacturing Company
5200 W. State Street
Milwaukee, WI 53208-2688
Telephone: 414-476-9934
Web site: www.ludellmfg.com and www.elliscorp.com
Source: Manufacturers’ web sites referenced and linked above, 4/02; rev 7/2002; rev 5/2009;
© 2008 Energy Solutions Center400 N. Capitol Street NWWashington, DC 20001 All rights reserved. Legal Contact our webmaster